

Reducing the cost of CNC machined components is possible with a few smart design and purchasing decisions.
By understanding how CNC machining cost is influenced at each stage—such as material choice, tolerances, features, and finishes—you can make practical adjustments without compromising quality. Whether you're working on one-off prototypes or production batches, keeping costs under control starts with good planning.
This guide outlines key areas to consider when reviewing your part design and procurement approach. We'll also cover how CNC machining cost calculation works and explore options that could reduce both machining time and material waste. With the right support, it's possible to improve efficiency and bring down the overall cost of CNC without affecting the part's form or function.
1. Select your material and grade carefully
Choosing the right material is a crucial factor when considering the cost of CNC machined components. The material you select should strike a balance between the required properties and the cost constraints of your project. Aluminium, for example, is lightweight, readily available, easy to machine, and relatively low-cost compared to other options.
Plastics are also lightweight, have a high rate of material removal, and are generally low-cost. However, these savings can sometimes be offset by minimum order requirements, longer lead times, and the challenges of machining to tight tolerances. So, while plastics can be an affordable choice, it's important to weigh these factors against the specific requirements of your project.
Stainless steel is a stronger, heavier alternative often used for applications in harsh environments where aluminium might fall short. However, stainless steel is less readily available in thicker plate sizes, has lower material removal rates, and is generally more expensive. These factors, combined with fluctuations in raw material prices, make it a material best reserved for when the application truly demands it.
Once you've chosen your material, the next step is selecting the specific grade. Different grades offer varying properties and costs, so understanding them helps ensure you choose the right one for both performance and budget. An experienced machined parts supplier can guide you in selecting the best grade, and our Materials Resources page is an excellent starting point for learning more.

2. Optimise material usage in your design
Designing your part to align with standard stock sizes of plate, bar, or tube can help reduce material waste and overall CNC machining cost. Using standard sizes means less excess material needs to be removed during machining, which also reduces cycle times.
You can find common stock dimensions for most materials on our Material Resources page.
3. Consider tolerances
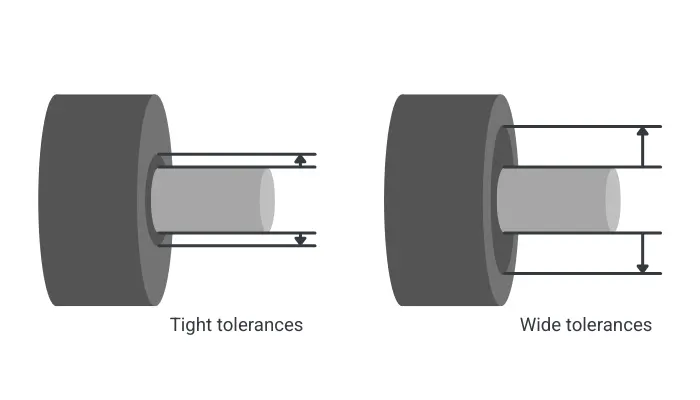
It's vital to think about the most appropriate tolerance for your machined part. By thinking about where tighter tolerances are necessary, and where more open tolerances can be applied, it's possible to reduce run time on the machine and cut costs. Being selective with tolerances is a simple but effective way to influence the cost of CNC.
For example, if you are machining a shaft that will be inserted into a tube, there will be a certain tolerance that will allow for the two components to function properly together when assembled. If the size difference between the two components is small, a tighter tolerance will be required. If close fitting isn't required, a smaller shaft could be machined and a wider tolerance applied.
Another possibility would be leaving some faces 'as stock', a particularly good option for components that are part of an assembly where some or all faces will be hidden. This would allow a smaller billet of material to be purchased and less machining time too. Both approaches contribute to reducing overall cost of CNC machining without impacting function.
4. Don't over-specify surface finish
Some faces or sections of a component may not be customer facing and therefore the surface finish could be relaxed to Ra3.2µm or greater. This would allow the machinist to take greater care on customer-facing surfaces or those that need a higher spec finish. Less important faces can be machined more quickly, saving time on the machine and reducing unit cost.

5. Simplify machined features
Taking machined features into account early in the design stage can make a significant difference to the cost of CNC. Simplifying features wherever possible helps reduce programming, tool changes, and machining time. Below are a few areas where smart design can deliver cost savings:
- Corner Radii: Specify the largest internal corner radius possible so a larger, standard cutter can be used. This speeds up machining and avoids the need for smaller, more expensive tools. Sharp corners can increase tool wear and run time.
- Tapped Holes: Maximum thread strength is typically achieved at a depth of 2.5 times the hole diameter. Going deeper adds no benefit but increases cost due to custom tooling and longer machining time. Stick to standard depths unless your application requires otherwise.
- Pockets and Recesses: Complex pockets to reduce weight may be replaced with simpler shapes like circles or squares. With careful planning, a slightly heavier design may still meet strength requirements while cutting machining time. These small adjustments can offer big savings when budget is a concern.
- Upstands: The placement of features like upstands, islands, or bosses should be optimised for tooling access. Avoid positioning them too close to the part's edge, which can complicate machining. Consider grouping features or tabbing them to the enclosure wall to save time and cost.

6. Plan for efficient order quantities
Ordering in larger quantities can help reduce the unit cost of CNC machined components. This is because setup time, programming, and tooling costs are spread across more parts, improving overall efficiency. Options like call-off orders or scheduled deliveries can also support cash flow while taking advantage of volume pricing.
Placing a bulk order upfront allows your supplier to optimise production planning and reduce downtime. If you have clear visibility of future demand, this can be a smart way to keep your CNC machining cost under control. Always discuss quantity-based pricing and stocking options with your supplier to maximise savings.
7. Reduce the number of setups
Minimising the number of times a part needs to be repositioned or re-fixtured during machining helps reduce cost and lead time. Each setup introduces additional handling, alignment checks, and potential for error, all of which add to the overall machining time. Designing parts that can be machined in fewer setups makes the process more efficient.
Features should be grouped logically where possible to allow machining from a single orientation. Multi-axis CNC machines can also be used to access multiple faces without manual repositioning. For turned or round parts, reviewing your design considerations for cylindrical components can help reduce unnecessary complexity and improve machinability.
8. Explore flexible ordering options
Working with your supplier on how you place your order can have a direct impact on CNC machining cost. Flexible purchasing methods such as call-offs, scheduled deliveries, and bulk orders allow you to benefit from reduced unit pricing. These options can also help manage cash flow and streamline supply planning.
Call-off
This method allows you to place a large order of CNC machined components and receive smaller quantities over time as needed. It provides access to volume pricing without needing to take all parts at once. Spreading the cost over an agreed period also supports better cash flow management.
Schedule
A scheduled order is similar to a call-off but involves agreeing to fixed delivery dates in advance. This allows your supplier to plan production more efficiently. It ensures your parts arrive exactly when needed, helping reduce storage requirements and delays.
Placing a larger order
If you have strong forward planning and available cash flow, ordering a higher quantity upfront can reduce your per-unit CNC machining cost. The setup and programming time are absorbed across more parts, improving overall value. This is a simple way to maximise savings when long-term demand is predictable.


